
Подготовка 3D-модели к печати
На сегодняшний день для 3D-печати используется формат файла STL. Как уже неоднократно говорилось на нашем сайте, нельзя просто скачать в интернете первую попавшуюся 3d-модель и отправить её на свой 3d-принтер. Давайте разберемся в том какими модели должны быть для успешной печати.
Модель должна отвечать требованиям технологии
Будет очень уместно сказать, что печать на домашнем принтере и печать на промышленном оборудовании — разные вещи, как с точки зрения программной части, так и с точки зрения самих технологий создания объекта. Поэтому имеет смысл разделить требования к технологиям домашней печати и промышленной.
1. Домашняя 3D-печать
Как показывают исследования, на сегодня большая доля домашних 3д-принтеров в мире это open-source принтеры, в основном семейства RepRap. Их конструкция и программная часть — это продукт деятельности энтузиастов со всего мира, соответственно всем управлением и обработкой исходного файла модели занимается свободно-распространяемый софт. А так как софт этот написан для своих нужд людьми, просвещенными в технике и технологии, то это изначально означает, что в нём не включены всевозможные «защиты от дурака» и не обрабатываются некорректные действия оператора.
К тому же, невысокое качество печати и использование только одного материала накладывает свои ограничения.


Про поддержки. Особенно необходимо отметить про, наверное, самый главный недостаток технологии домашней печати методом наплавления — невозможность печатать вертикальные стенки с большим отрицательным наклоном и невозможность начать печатать элемент, висящий в воздухе. Чтобы было более понятно про первый пункт, можно это показать на практике как объект, расширяющийся от основания к вершине так, что угол отклонения его стенки от стола составляет больше 45 градусов. Это называется overhang.
Поэтому при использовании одного материала необходимо использовать автоматически генерируемые поддержки для всех свисающих в воздухе частей модели. Обычно это редкие, тонкие полоски материала, которые после печати легко отламываются вручную либо при помощи щипцов.
В случае если вы моделируете техническую деталь, то лучше её изначально моделировать так, чтобы можно было печатать без поддержек. Вот наглядный пример:
Итак, требования к моделям для домашней печати:
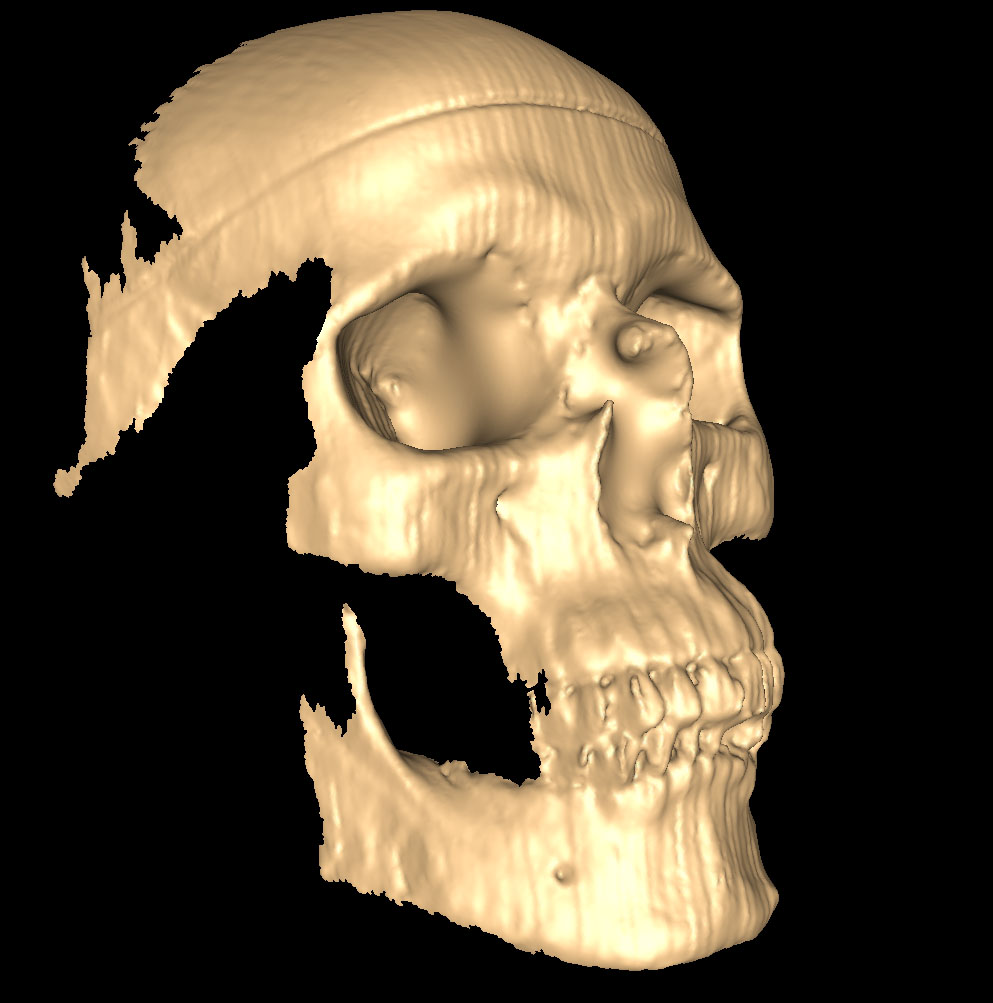
Целостность оболочки — самое важное требование. Модель должна состоять из полигонов, соединённых между собой в одну оболочку без разрывов. Такие ошибки в модели могут появиться при неправильном моделировании или сканировании (как на картинке) и иногда достаточно легко устраняются специальными сервисами, либо программами, например netfabb.com
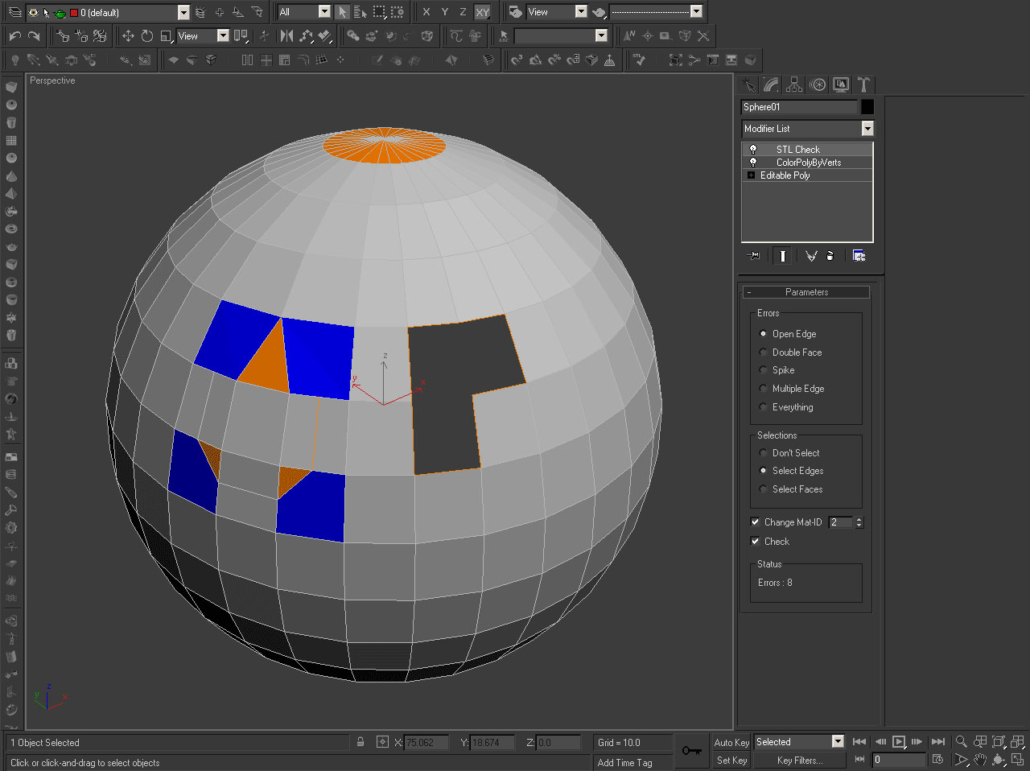
Пересечения оболочек и наложение полигонов — явление, когда несколько оболочек объектов пересекают друг друга вместо того, чтобы быть одной оболочкой. К этому справедливо всё сказанное насчет явления выше. Некоторый софт для принтеров сам способен исправить такие ошибки в моделях. Справа показан модификатор в 3DS Max, который проверяет поверхность на наличие ошибок.
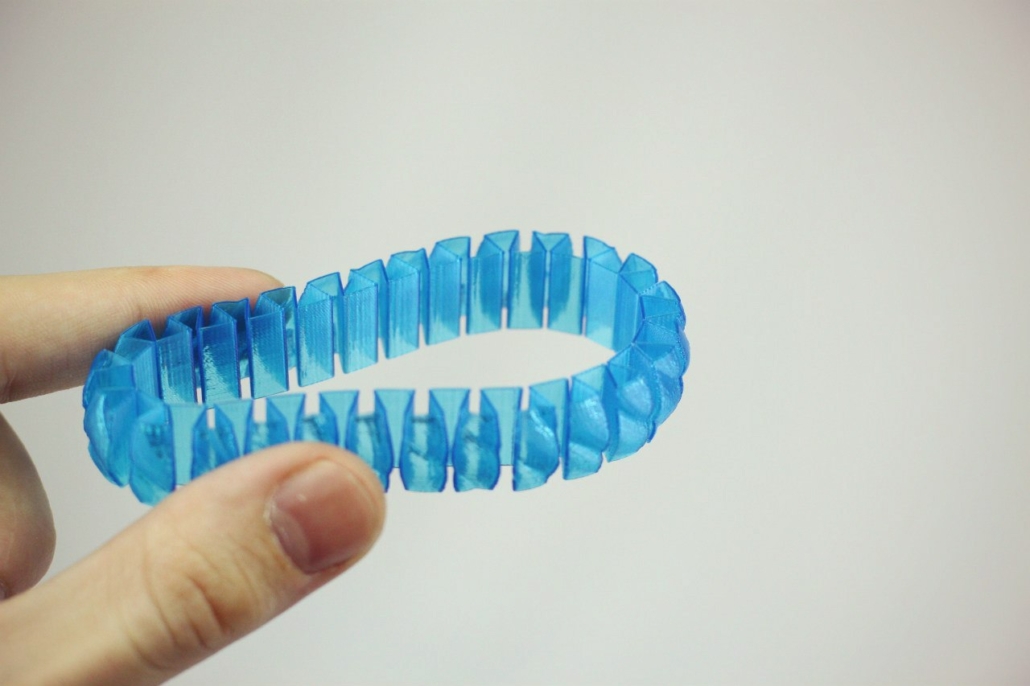
Минимальная толщина стенки — определяется толщиной сопла. Обычно не меньше 0.35мм. Но это чисто физическое ограничение, на практике такая тонкая стенка будет достаточно хрупкой, поэтому рекомендуется делать стенку не менее 2мм.
На этом примере браслет напечатан с минимальной толщиной стенки. Притом он очень прочный и выдерживает много сгибаний, т.к. напечатан из PLA и модель изначальна была спроектирована с учетом придания изделию гибкости.

Минимальное сечение элемента — обычно относится к всяким тонким палочкам и разным сужениям. На домашних принтерах не может быть меньше 1мм квадратного физически, но т.к. вдоль слоёв изделия получается хрупким, то скажем, спичку в вертикальном положении печатать — мало смысла, а под углом точно не получится. Если тонкий объект будет «висячим в воздухе» и под него придется делать отламываемую поддержку, то, скорее всего, вместе с поддержкой отломаются тонкие палочки, которые в диаметре меньше 4мм. И конечно это зависит от точности принтера. На фото справа показана печать пирамидки высотой 14мм — палочки получаются слишком хрупкие.
Вам необходимо соотносить размер слоя (от 0.1 до 0.3мм) и размер элемента модели. Некоторые программы показывают перед печатью модель, нарезанную на слои, поэтому у вас есть возможность заранее увидеть возможно ли отображение мелкой детали на изделии или нет.
2. Печать на промышленных 3D-принтерах

Обычно вместе с промышленными аппаратами поставляется мощный софт, который способен справляться с разного рода ошибками. Особых правил тут нет, помимо описанных выше, параметры разнятся в зависимости от технологии. Для каждой технологии в отдельности мы опишем требования и приведём примеры в ближайшем будущем.
Готовые к 3д-печати STL модели вы, как всегда, можете бесплатно скачать в нашем каталоге.

